







Twenty-first-century manufacturing stands or falls on how readily a material gives up its excess dimensions under a cutter. The ease with which a metal can then be shaped, sized, or otherwise refined into a toleranced component rests on its atomic bonding, the geometry of the tool, the chemistry of the coolant, the spindle rpm, and dozens of allied variables. When material scientists adjust the alloy or the manufacturer switches the cutter, every affected lever ripples throughout cycle time, scrap percentage, and the final cost on the dock. The article that follows dissects each lever—composition, current edge technology, lab scale indexed machinability grades—so that designers and plant managers can translate first principle physics into bill-of-material decisions for the commercial jets, passenger cars, and multi-pronged steel trading floors that pay for the plant at the end of the month.
Understanding Machinability
Machinability quantifies a material’s tendency to deform plastically during machining without fracturing. It is partitioned into stress-state machinability, which depends upon stress trajectories and the geometry imposed by the machining operation, and intrinsic machinability, which is conditioned by the material’s chemical constitution, microstructural architecture, and its response to a given thermal-strain field]. Assessment typically employs the rate of tool wear and the limiting cutting speed, with tool life as the axial descriptor of practicality and efficiency. Prominent determinants include hardness, yield strength, intrinsic plasticity, and the ability to conduct thermal energy, as well as the relative concentrations of alloying species such as carbon, chromium, and sulphur.
To amplify processibility, either machinability-causing alloying additions such as sulphur and phosphorus may be introduced, or heat treatments such as cycle-normalised and spheroidised conditions may be enlisted. The grading apparatus for impurities and alloy matrices observes multilayered systems of characteristic values, being, nevertheless, dependent on the operative jurisdiction of the relevant specification. Within composite matrices, the machining response of carbon fibre reinforced polymers (CFRP) is contingent upon fibre orientation; thermosetting systems demand temperature-monitored approaches, whereas thermoplastic grades constrict the cutting process to tools having oversized flutes for adequate chip clearance. A subset of machinable ceramics has exhibited the capacity to be synthesised into components of irregular geometry using generic metal-cutting apparatus, thus exonerating the necessity of tailor-cut jewellery.
Current experimental findings confirm that contemporary polymer CAD-CAM substrates—such as Lava Ultimate and Enamic—display markedly enhanced machinability relative to high-performance dental ceramics, including e.max CAD and Celtra Duo. Specifically, recorded milling penetration rates for the polymer-based materials frequently attain values that are 2 to 4 times greater than those documented for their ceramic counterparts, thereby underscoring the favourable kinetics afforded by the polymer matrices under standard milling protocols.
Factors Affecting Machinability
Several factors influence the machinability of a material, ranging from its physical properties to the conditions under which it is machined. Understanding these factors helps manufacturers optimize processes and select the right materials for specific applications.
- Material Composition
The chemical composition of a material plays a significant role in its machinability. For example, materials with high carbon content, like hardened steel, are more challenging to machine due to their hardness. In contrast, alloys with added sulfur or lead improve machinability by reducing friction. - Hardness
Harder materials are generally more difficult to machine because they resist cutting and cause greater wear on tools. However, extremely soft materials can also pose challenges, as they may deform rather than cut cleanly. - Thermal Conductivity
Materials with high thermal conductivity, such as aluminum, dissipate heat quickly during machining, reducing the risk of tool overheating. Poor thermal conductors, like stainless steel, retain heat, which can lead to tool wear and surface defects. - Surface Finish Requirements
The desired surface finish affects machinability. Materials that produce fine, continuous chips are easier to machine to a smooth finish, while those that create rough or discontinuous chips may require additional finishing steps. - Cutting Tool Material and Geometry
The type of cutting tool used, including its material, coating, and geometry, significantly impacts machinability. For instance, carbide tools are better suited for hard materials, while high-speed steel tools work well with softer metals. - Machining Conditions
Factors like cutting speed, feed rate, and lubrication also influence machinability. Optimizing these parameters can improve tool life, reduce heat generation, and enhance the overall quality of the machined part.
Importance in Engineering Materials
Machinability is a key consideration in selecting engineering materials, as it affects both production efficiency and product performance. Here’s why it matters:
- Cost Efficiency
Materials with high machinability reduce machining time, tool wear, and energy consumption, leading to lower production costs. For example, free-machining brass is often chosen for components like fittings and valves due to its excellent machinability. - Product Quality
High machinability ensures consistent and precise machining, resulting in parts with accurate dimensions and smooth finishes. This is critical in industries like aerospace and automotive, where precision is paramount. - Tool Longevity
Materials that are easier to machine cause less wear on cutting tools, extending their lifespan and reducing the need for frequent replacements. This not only saves costs but also minimizes downtime in production. - Application-Specific Performance
Selecting materials with appropriate machinability ensures they meet the functional requirements of the application. For instance, aluminum alloys are preferred in electronics for their machinability and thermal conductivity, while titanium is used in medical implants for its strength and biocompatibility.
By understanding machinability and its influencing factors, manufacturers can make informed decisions about material selection and machining processes, ensuring optimal results in both performance and cost.
What is Machinability Rating?
Machinability rating quantifies how readily a given material can be shaped by machining relative to a standard reference alloy. Conventionally, free-machining steel serves as this reference, assigned a rating of exactly 100 percent. Materials possessing ratings exceeding 100 percent exhibit superior machinability, whereas those falling below the threshold present progressively greater difficulty.
Such ratings furnish manufacturers with a rapid, comparative gauge prior to processing. They facilitate informed selection of cutting tools, spindle speeds, and feed rates, markedly enhancing productivity and tool longevity. For instance, extruded brass typically attains a rating that exceeds 200 percent, thereby qualifying it as one of the most effortlessly machineable metallic alloys and justifying its widespread use in precision components.
How to Measure Machinability
Machinability is measured using several criteria that evaluate how a material performs during machining. These factors provide a comprehensive understanding of the material’s behavior under cutting conditions.
- Tool Life
The lifespan of a cutting tool when machining a material is a key indicator of machinability. Materials that cause minimal wear on tools have higher machinability ratings, as they reduce downtime and tool replacement costs. - Surface Finish
The quality of the surface produced during machining is another important factor. Materials that yield smooth, consistent finishes without additional polishing or grinding are considered more machinable. - Cutting Forces
The amount of force required to cut a material directly impacts machinability. Lower cutting forces indicate that the material is easier to machine, reducing energy consumption and tool stress. - Chip Formation
The type of chips produced during machining also affects machinability. Materials that form small, continuous chips are easier to handle and remove, improving efficiency and safety. - Machining Speed
The speed at which a material can be machined without compromising tool life or surface quality is a critical measure. Higher machining speeds typically correlate with better machinability.
Machinability Chart Overview
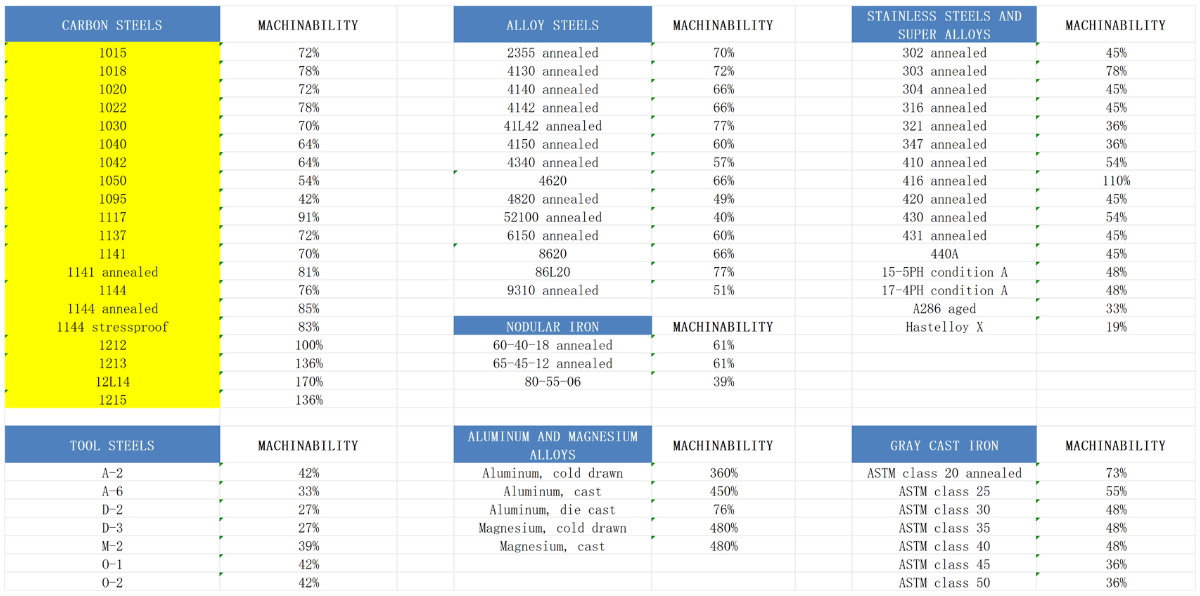
A machinability chart provides a quick reference for comparing the machinability ratings of different materials. These charts are widely used in manufacturing to guide material selection and process planning.
- Material Categories
Machinability charts typically group materials into categories such as steels, aluminum alloys, brass, and titanium. Each category includes specific grades with their corresponding machinability ratings. - Example Ratings
- Free-Machining Steel (100%): The standard reference material for machinability.
- Brass (200% or higher): Straightforward to machine, often used for fittings and valves.
- Aluminum Alloys (150-300%): Lightweight and highly machinable, ideal for aerospace and automotive applications.
- Stainless Steel (40-60%): More challenging to machine due to its hardness and poor thermal conductivity.
- Titanium (20-40%): Difficult to machine but essential for high-performance applications like aerospace and medical devices.
- Applications of Machinability Charts
These charts help engineers and machinists select materials that strike a balance between machinability and performance requirements. For instance, a machinist might choose 6061 aluminum for its high machinability and strength in automotive parts, while opting for 303 stainless steel for corrosion-resistant components.
By understanding machinability ratings and using machinability charts, manufacturers can optimize their machining processes, reduce costs, and ensure high-quality results across a wide range of materials.
The Role of Cutting Tools
Machining cutters constitute a paramount determinant of performance in subtractive fabrication environments, moderating machining efficiency, dimensional fidelity, and surface integrity of the component under construction. Their principal function is to excise superfluous volume from a blank, thereby establishing the prescribed profile and tolerances. Tool-coil kinetics, accompanying thermodynamic effects, and the resultant surface finish all correlate intrinsically with the geometric and thermomechanical design of the circulating impactor, thereby influencing material traversability as well as cumulative resource expenditure and labour latency.
Lightspeed productivity gains demand via the controlled expenditure of potential stored energy in the workpiece, and the right alloyed tip geometry and superlattice coating cooperatively constrain flank-no-oxygen transfer, actively cancelling bore-hole quench-dissipated sternoscope flowers on structural okay work. The judicious alloy-phase component, thermomechanical grinding footprint, nano-scaled oxford-crystallise coating, and sailheight micro-structure of the bore-variant tip collaborate simultaneously with the operational regimes of spindle haste, stepping amplitude, and fluid tempo to align contact—less heat/rent transport to coax surface micro tolerance toagoza.
Types of Cutting Tools
Cutting tools come in various types, each designed for specific machining operations and materials. Understanding these types helps manufacturers choose the most suitable tool for their needs.
- Single-Point Cutting Tools
These tools have a single cutting edge and are commonly used in turning, boring, and shaping operations. Examples include lathe tools and boring bars. - Multi-Point Cutting Tools
Multi-point tools have multiple cutting edges, allowing them to remove material more efficiently. Examples include drills, milling cutters, and broaches. - Indexable Cutting Tools
These tools feature replaceable cutting inserts, which can be rotated or replaced when worn. This design reduces downtime and tool replacement costs, making them ideal for high-volume production. - Specialized Cutting Tools
Custom-designed tools are used for specific applications, such as threading taps, reamers, and form tools. These tools ensure precision and consistency in specialized machining tasks.
Impact of Cutting Tool Material
The material of a cutting tool significantly affects its performance, durability, and compatibility with different workpiece materials. Choosing the right tool material is crucial for achieving efficient and cost-effective machining.
- High-Speed Steel (HSS)
HSS tools are versatile and affordable, making them suitable for general-purpose machining. They offer good toughness and wear resistance but are less durable than harder materials like carbide. - Carbide
Carbide tools are harder and more heat-resistant than HSS, making them ideal for machining hard materials like stainless steel and titanium. They maintain sharp cutting edges at high speeds, improving productivity. - Ceramics
Ceramic tools excel in high-speed machining of hard materials. They are highly heat-resistant but more brittle than carbide, requiring careful handling to avoid chipping. - Cubic Boron Nitride (CBN)
CBN tools are used for machining extremely hard materials, such as hardened steels. They offer exceptional wear resistance and are ideal for finishing operations. - Diamond
Diamond tools provide unmatched hardness and wear resistance, making them suitable for machining non-ferrous metals, composites, and ceramics. However, they are not recommended for ferrous materials due to chemical reactions at high temperatures.
Optimizing Cutting Tool Performance
To maximize the performance of cutting tools, manufacturers must consider several factors, including tool geometry, machining parameters, and maintenance practices.
- Tool Geometry
The shape and angle of a cutting tool affect its cutting efficiency and chip formation. For example, a sharper cutting edge reduces cutting forces and improves surface finish, while a larger rake angle enhances chip evacuation. - Machining Parameters
Optimizing cutting speed, feed rate, and depth of cut is essential for balancing tool life and productivity. Higher speeds increase material removal rates but may accelerate tool wear, requiring careful adjustments. - Lubrication and Cooling
Using cutting fluids reduces heat generation and friction, extending tool life and improving surface quality. Proper cooling also prevents thermal damage to the workpiece and tool. - Tool Maintenance
Regular inspection and maintenance of cutting tools ensure consistent performance. Regrinding worn tools and replacing damaged inserts help maintain precision and reduce downtime. - Material Compatibility
Matching the cutting tool material to the workpiece material is critical for achieving optimal results. For instance, carbide tools are better suited for hard metals, while HSS tools work well with softer materials.
By selecting the right cutting tools and optimizing their performance, manufacturers can enhance machinability, reduce costs, and achieve high-quality results in their machining operations.
Machinability of Steel
Characteristics of Steel
Steel is one of the most widely used materials in machining due to its versatility, strength, and availability. However, its machinability varies significantly depending on its composition, hardness, and microstructure. Factors like carbon content, alloying elements, and heat treatment influence how easily steel can be machined.
- Carbon Content
Low-carbon steels (e.g., 1018 steel) are easier to machine due to their softness and ductility. High-carbon steels, while stronger, are harder to cut and cause more tool wear. - Alloying Elements
Additives like sulfur and lead improve machinability by reducing friction and aiding chip formation. Conversely, elements like chromium and nickel, found in stainless steel, make machining more challenging due to increased hardness and toughness. - Heat Treatment
Heat-treated steels, such as hardened or tempered varieties, offer higher strength but are more difficult to machine. Annealed steels, on the other hand, are softer and easier to work with. - Chip Formation
Steel typically produces long, continuous chips during machining, which can clog tools and hinder efficiency. Free-machining steels are designed to break into smaller chips, improving productivity.
Improving the Machinability of Steel
Enhancing the machinability of steel involves optimizing its composition, machining conditions, and tool selection. These strategies help reduce tool wear, improve surface finish, and increase production efficiency.
- Free-Machining Steels
Steels with added sulfur, lead, or phosphorus are classified as free-machining. These elements act as lubricants, reducing friction and making the material easier to cut. Examples include 12L14 and 1215 steel. - Heat Treatment Adjustments
Annealing steel before machining softens the material, making it easier to cut. Stress-relieving treatments can also reduce internal stresses, preventing distortion during machining. - Optimized Cutting Tools
Using high-performance cutting tools, such as carbide or coated tools, improves efficiency when machining harder steels. Proper tool geometry, like sharper cutting edges and larger rake angles, enhances chip evacuation and reduces cutting forces. - Lubrication and Cooling
Applying cutting fluids minimizes heat generation and friction, extending tool life and improving surface quality. High-pressure coolant systems are particularly effective for machining tough steels. - Machining Parameters
Adjusting cutting speed, feed rate, and depth of cut can significantly impact machinability. For example, reducing cutting speed when machining hardened steel helps prevent tool overheating and wear.
Applications of Machinable Steel
Machinable steels are used across various industries due to their ease of processing and ability to meet specific performance requirements. Here are some common applications:
- Automotive Industry
Free-machining steels are widely used for components like gears, shafts, and fasteners. Their machinability ensures high production rates and consistent quality, which are essential for mass production. - Construction
Structural steels, such as A36, are used in beams, columns, and other load-bearing elements. Their machinability allows for precise fabrication of custom shapes and sizes. - Aerospace
High-strength steels, like 4340, are used in aerospace applications for parts like landing gear and engine components. While challenging to machine, their properties make them indispensable for critical applications. - Industrial Equipment
Machinable steels are used in manufacturing tools, dies, and molds. Their ability to withstand wear and tear ensures durability in demanding environments. - Consumer Goods
Products like kitchen knives, scissors, and hand tools often use machinable steels for their balance of strength, durability, and ease of production.
By understanding the characteristics of steel and employing strategies to improve its machinability, manufacturers can achieve efficient production while maintaining the quality and performance of their products.
Properties of Workpiece Materials
Hardness and Its Effect on Machinability
Hardness is one of the most critical factors influencing the machinability of a material. It refers to a material’s resistance to deformation or penetration, and it directly impacts cutting forces, tool wear, and surface finish.
- High-Hardness Materials
Harder materials, such as hardened steel or titanium, are more challenging to machine. They require greater cutting forces, which increases tool wear and heat generation. Specialized cutting tools, like carbide or ceramic, are often necessary for machining these materials. - Low-Hardness Materials
Softer materials, like aluminum or low-carbon steel, are easier to machine due to their lower resistance to cutting. However, they can deform under cutting forces, leading to poor surface finishes if not machined with sharp tools and proper parameters. - Balancing Hardness and Machinability
Heat treatments, such as annealing, can reduce hardness and improve machinability. For example, annealed steel is easier to machine than its hardened counterpart, making it a preferred choice for initial shaping before final hardening.
Thermal Conductivity and Machinability
Thermal conductivity, or a material’s ability to transfer heat, plays a significant role in machining. It affects how heat generated during cutting is distributed, impacting tool life and surface quality.
- High Thermal Conductivity
Materials like aluminum and copper have high thermal conductivity, which helps dissipate heat quickly during machining. This reduces the risk of tool overheating and improves tool life, making these materials easier to machine. - Low Thermal Conductivity
Materials like stainless steel and titanium have poor thermal conductivity, causing heat to concentrate at the cutting edge. This accelerates tool wear and can lead to thermal damage on the workpiece, requiring careful control of cutting speeds and cooling. - Managing Heat in Machining
Using cutting fluids or high-pressure coolant systems can mitigate the effects of low thermal conductivity. These methods help remove heat from the cutting zone, improving machinability and extending tool life.
Comparison of Different Workpiece Materials
Different materials exhibit unique properties that affect their machinability. Understanding these differences helps manufacturers select the right material and machining strategy for their applications.
- Aluminum Alloys
- Machinability: Excellent, with ratings often exceeding 150%.
- Properties: Lightweight, high thermal conductivity, and corrosion-resistant.
- Applications: Aerospace, automotive, and electronics.
- Steel
- Machinability: Varies widely; free-machining steels have high ratings, while hardened steels are more difficult to machine.
- Properties: Strong, durable, and versatile.
- Applications: Construction, automotive, and industrial equipment.
- Stainless Steel
- Machinability: Moderate to low, with ratings around 40-60%.
- Properties: Corrosion-resistant but tough and poor in thermal conductivity.
- Applications: Medical devices, food processing equipment, and marine components.
- Titanium
- Machinability: Low, with ratings around 20-40%.
- Properties: Lightweight, strong, and biocompatible but poor in thermal conductivity.
- Applications: Aerospace, medical implants, and high-performance sports equipment.
- Copper and Brass
- Machinability: Excellent, with brass often exceeding 200%.
- Properties: High thermal conductivity and corrosion resistance.
- Applications: Electrical components, plumbing, and decorative items.
By understanding the properties of workpiece materials, manufacturers can optimize machining processes to achieve the best balance of efficiency, cost, and quality.
Frequently Asked Questions
Q: What is machinability, and how is it quantified?
A: Machinability denotes the relative ease with which a metallic material can be cut by a rotating tool. Quantification is achieved through the evaluation of parameters such as cutting speed, tool flank wear rate, and resultant surface roughness. The resultant machinability index, either as a decimal fraction or as a percentage, benchmarks the material’s performance against a defined standard, normally categorised as 100%.
Q: In what manner does material hardness influence machinability?
A: Material hardness is a dominant determinant of machinability. Increased hardness regimes generally elevate the resistance of the work material to deformation, thereby enhancing tool wear rates and promoting the unintended adhesion of material to the cutting edge. Without appropriate adaptations in feed rate, cutting speed, or tool geometry, increased hardness frequently incurs diminished tool life and inferior surface integrity.
Q: How do various metallic classes compare in machinability indices?
A: Machinability indices are chemically and microstructurally dependent and thus exhibit considerable variation across metallic classes. Light alloys of aluminium customarily manifest high indices, indicating non-aggressive cutting behaviour. Equally high titanium alloys and standard austenitic stainless steels, by contrast, confirm diminished indices, a consequence of their elevated toughness and the microstructural stability that resists shear deformation.
Q: What strategies can I employ to enhance machinability within my production line?
A: Select base materials renowned for favourable machinability, such as low-alloy carbon steels or designated aluminium alloys exhibiting engineered machinability. Fine-tune operational parameters, notably optimal cutting speed, feed rate, and depth, for each context. Supplement these perturbations with thermally regenerative processes, ensure compatibility of tool composition and substrate with the corresponding abrasive mechanics, and employ geometrical angles favoured for chip behaviour and crater resistance.
Q: How do various grades of steel compare in terms of machinability?
A: Steel machinability is inherently heterogeneous and derives predominantly from the interaction of alloy adjuncts, microstructural hardness, and resultant toughness. For reference, steels holding a 160 Brinell hardness B1112 demonstrated a metallurgical microstructure and carbide distribution that enhance chip shedding efficiency and reduce flank wear. Lesser-performing grades may instead embed higher hardness, significant alloy additions, or carbide excess, all of which impair chip formation and induce higher cutting resistance and defection.
Q: In what manner does the magnitude of cutting force govern machinability outcomes?
A: Cutting force is a compressive resultant of geometrical, kinematic, and thermodynamic perturbations applied to the workpiece, thus a fundamental variable. Elevated cutting force elevates the rate of volume removal, yet simultaneously accelerates flank wear, permits thermally-assisted microstructural alteration, and magnifies resultant vibratory and mode stresses in the cutting aggregate. Vigilant quantitative force formulation and continual monitoring enable the formulation of process parameter regimes in which force is minimized, allowing for longer tool longevity and superior finished surface integrity.
Q: In what ways does the microstructure grain scale influence the ease of machining?
A: The scale of the microstructural grain size exerts a pronounced influence on machining response. A refinement of grain size contributes positively to the machining index by augmenting abrasion resistance and, concurrently, by producing a superior surface microgeometry. Conversely, a coarse-grain hierarchy tends to compromise material machinability through the promotion of brittleness and an elevated propensity for tool degradation.
Q: To what extent do substitution and interstitial alloying constituents modulate the machinability of steels?
A: The contribution of alloying constituents to machinability displays a bimodal character: they may either facilitate or obstruct the cutting process. Molybdenum, deployed as a substitutional solute, heightens resistance to tool wear; however, the consequent increase in material hardness often raises the difficulty of producing precise and durable machined geometries. A systematic appraisal of individual alloying elements, therefore, remains indispensable for the judicious selection of grades exhibiting an optimal machinability quotient.
Q: What practical value does the machinability index chart provide to design and production engineers?
A: The machinability index chart serves as an indispensable decision-support instrument, synthesising the comparative machinability ratings of a wide spectrum of materials into a single, accessible visual format. By correlating material constitution, microstructure, and the qualitative machinability index, engineers and machinists may expediently gauge appropriate machining frameworks—coverage in cutting speed, feed, and tool selection—thereby enhancing surface integrity, controllably diminishing cycle time, and prolonging cutting-edge longevity.
Concluding Summary
Genus H or its H, G, and K toleranced analogues—exactly how it behaves under chips and arbors, under snatch and head speeds, at flood or mist—determines how broadly or rhetorically the final table of cost, yield, hardness mismatch, and surface finish can be displayed. When engineers debrief the cutters’ longevity or the inserts’ catastrophic braid, or ceramic tool heaving to the scrap wormframe, they are re-modulating that H metaphor. The creditor looks at the aggregate machinability rating at the end of each cycle to decide the working capital scorecard of free-machining steel, aerospace, aluminium, or molten spun titanium. The insights embedded in H constitute the bank peril that separates a pioneering application from the dull-planet redundable grades, convincing the industry that physics translates to profitability and a performance that the minimal-variance schedule demands.