







CNC-bewerkingstoleranties definiëren de toegestane variatie in de afmetingen van een onderdeel en zorgen voor precisie en consistentie in het productieproces. Deze toleranties spelen een cruciale rol bij het voldoen aan ontwerpspecificaties, het waarborgen van de productkwaliteit en het garanderen van de pasvorm en functionaliteit van componenten zoals bedoeld. Het begrijpen van toleranties is essentieel voor het in evenwicht brengen van kwaliteit, kosten en efficiëntie, aangezien nauwere toleranties vaak leiden tot een hogere productiecomplexiteit en hogere kosten. Door dit concept te beheersen, kunnen fabrikanten processen optimaliseren, afval verminderen en betrouwbare, hoogwaardige producten leveren.
Wat zijn CNC-bewerkingstoleranties?
CNC-bewerkingstoleranties definiëren
CNC-bewerkingstoleranties hebben betrekking op het toegestane bereik van de afmetingen van een onderdeel, zoals gespecificeerd door de ontwerp- of technische vereisten. Deze toleranties zorgen ervoor dat het eindproduct voldoet aan functionele en esthetische normen, terwijl de compatibiliteit met andere componenten in een assemblage behouden blijft. Een tolerantie van ±0.01 mm betekent bijvoorbeeld dat de werkelijke afmetingen van het onderdeel tot 0.01 mm boven of onder de gespecificeerde maat mogen afwijken. Deze kleine foutmarge stelt fabrikanten in staat om kleine inconsistenties in het bewerkingsproces te compenseren zonder de prestaties van het onderdeel in gevaar te brengen.
Hoe toleranties de precisie en productieresultaten beïnvloeden
Toleranties hebben een directe invloed op de precisie van CNC-gefreesde onderdelen en het algehele succes van het productieproces. Nauwe toleranties, die minimale afwijkingen toestaan, zorgen ervoor dat onderdelen naadloos op elkaar aansluiten en functioneren zoals bedoeld in hoogwaardige toepassingen, zoals in de lucht- en ruimtevaart of medische apparatuur. Het bereiken van dergelijke precisie vereist echter vaak geavanceerde machines, bekwame operators en extra tijd, wat de productiekosten kan verhogen.
Aan de andere kant kunnen lossere toleranties de complexiteit en kosten van de productie verminderen, maar de functionaliteit of compatibiliteit van het onderdeel in kritische toepassingen in gevaar brengen. Een losse tolerantie in een tandwielconstructie kan bijvoorbeeld leiden tot overmatige speling, geluid of zelfs mechanisch falen. Het vinden van de juiste balans tussen precisie en bruikbaarheid is essentieel voor het optimaliseren van de productie-efficiëntie, het handhaven van de kwaliteit en het beheersen van de kosten.
Door de juiste toleranties te begrijpen en te specificeren, kunnen fabrikanten ervoor zorgen dat onderdelen voldoen aan de ontwerpeisen en tegelijkertijd verspilling, herbewerking en vertragingen minimaliseren. Deze kennis helpt de productie te stroomlijnen, de productbetrouwbaarheid te verbeteren en de klanttevredenheid te vergroten.
Soorten CNC-bewerkingstoleranties
Unilaterale, bilaterale en limiettoleranties
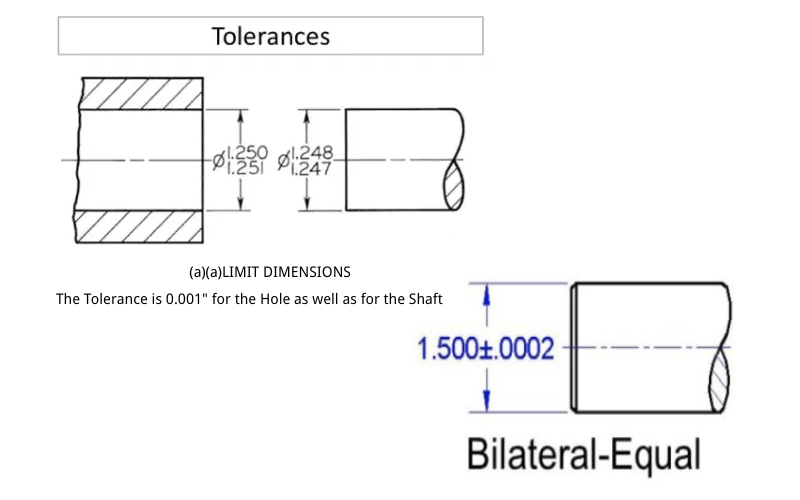
CNC-bewerkingstoleranties kunnen worden onderverdeeld in unilaterale, bilaterale en limiettoleranties, die elk specifieke ontwerp- en productiebehoeften dienen. Unilaterale toleranties staan slechts in één richting afwijking van de opgegeven maat toe. Een maat van 50 mm met een tolerantie van +0.02/-0.00 mm betekent bijvoorbeeld dat het onderdeel alleen boven de nominale maat mag afwijken. Dit type tolerantie wordt vaak gebruikt wanneer één zijde van de maat kritisch is voor de functionaliteit of assemblage van het onderdeel.
Bilaterale toleranties staan variatie in beide richtingen toe, zowel boven als onder de nominale maat. Een tolerantie van ±0.01 mm op een afmeting van 50 mm betekent bijvoorbeeld dat het onderdeel een afmeting tussen 49.99 mm en 50.01 mm kan hebben. Bilaterale toleranties bieden meer flexibiliteit in de productie en worden vaak gebruikt wanneer het exacte midden van het tolerantiebereik niet cruciaal is.
Limiettoleranties specificeren de maximaal en minimaal acceptabele afmetingen zonder een nominale maat aan te geven. Een onderdeelafmeting kan bijvoorbeeld worden gedefinieerd als 49.98 mm tot 50.02 mm. Deze aanpak vereenvoudigt de inspectie en zorgt ervoor dat elke meting binnen het bereik voldoet aan de ontwerpeisen. Inzicht in deze tolerantietypen helpt fabrikanten bij het kiezen van de meest geschikte methode om precisie en productie-efficiëntie in balans te brengen.
Profiel-, oriëntatie- en locatietoleranties
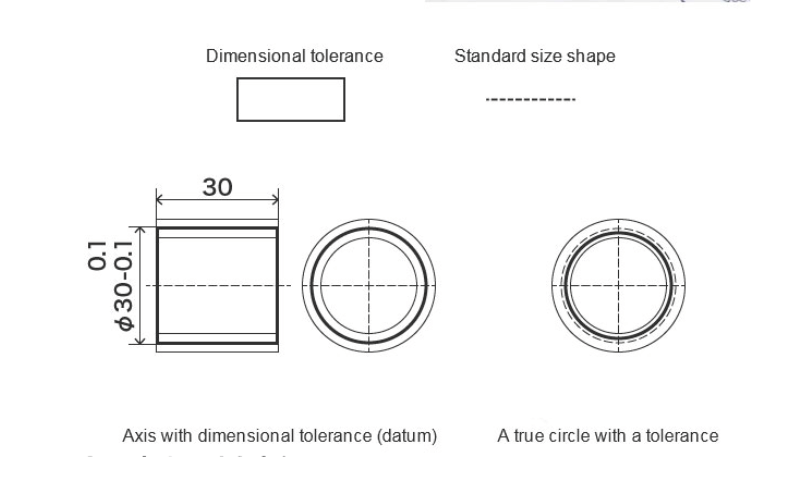
Profiel-, oriëntatie- en locatietoleranties richten zich op de geometrische nauwkeurigheid van een onderdeel in plaats van op de lineaire afmetingen. Profieltoleranties bepalen de vorm van een oppervlak of kromming en zorgen ervoor dat deze binnen een bepaalde grens voldoet aan het gespecificeerde ontwerp. Een profieltolerantie kan er bijvoorbeeld voor zorgen dat een gebogen oppervlak binnen 0.05 mm van de beoogde vorm blijft, waardoor aerodynamische of esthetische eigenschappen behouden blijven.
Oriëntatietoleranties bepalen de hoekverhouding tussen elementen, zoals parallelliteit, loodrechtheid of hoekigheid, en zorgen voor een nauwkeurige uitlijning. Deze toleranties zorgen ervoor dat elementen correct uitgelijnd zijn, wat cruciaal is voor assemblages waarbij precieze hoeken de functionaliteit aanzienlijk beïnvloeden. Een loodrechtheidstolerantie zorgt er bijvoorbeeld voor dat een gat perfect uitgelijnd is met een passend onderdeel, waardoor scheefstelling tijdens de assemblage wordt voorkomen.
Locatietoleranties bepalen de positie van elementen, zoals gaten, sleuven of nokken, ten opzichte van een referentiepunt of nulpunt. Deze toleranties zorgen ervoor dat elementen nauwkeurig worden geplaatst, waardoor de functionaliteit en compatibiliteit van het onderdeel met andere componenten behouden blijft. Een locatietolerantie kan bijvoorbeeld voorschrijven dat het midden van een gat binnen 0.1 mm van de beoogde positie moet blijven. Door deze geometrische toleranties te hanteren, kunnen fabrikanten een hoge mate van precisie bereiken en ervoor zorgen dat onderdelen voldoen aan de ontwerp- en assemblagevereisten.
Overzicht van geometrische maatvoering en toleranties (GD&T)
Geometrische Dimensionering en Tolerantie (GD&T) biedt een gestandaardiseerd raamwerk voor het definiëren en communiceren van toleranties in CNC-bewerkingen. In tegenstelling tot traditionele tolerantiemethoden, die zich richten op lineaire afmetingen, benadrukt GD&T de geometrische relaties tussen elementen. Deze aanpak gebruikt symbolen en annotaties om toleranties voor vorm, oriëntatie, profiel, locatie en rondloop te specificeren, zodat onderdelen voldoen aan functionele en assemblage-eisen.
GD&T biedt verschillende voordelen, waaronder verbeterde helderheid, minder ambiguïteit en meer ontwerpflexibiliteit. Zo kan een GD&T-profieltolerantie de toegestane variatie van een complex oppervlak definiëren, waardoor het voldoet aan aerodynamische of esthetische criteria zonder het ontwerp te veel te beperken. Evenzo kan een positietolerantie de locatie van een gat ten opzichte van meerdere referentiepunten bepalen, waardoor de compatibiliteit met passende onderdelen wordt gegarandeerd.
Door GD&T te implementeren, kunnen fabrikanten hun ontwerpen optimaliseren op functionaliteit en produceerbaarheid, de inspectietijd verkorten en de communicatie tussen ontwerp- en productieteams verbeteren. Dit systeem speelt een cruciale rol in de moderne CNC-bewerking en maakt de productie van zeer nauwkeurige onderdelen mogelijk die voldoen aan strenge kwaliteitsnormen.
Hoe toleranties te berekenen en uit te drukken
Belangrijkste termen: basisgrootte, werkelijke grootte, limieten en afwijkingen
Het begrijpen van de belangrijkste termen is essentieel voor het nauwkeurig berekenen en uitdrukken van toleranties. basismaat verwijst naar de nominale afmeting die in het ontwerp is gespecificeerd en die als uitgangspunt dient voor tolerantieberekeningen. ware grootte Geeft de gemeten afmeting van het geproduceerde onderdeel weer. Deze moet binnen het opgegeven tolerantiebereik vallen om aan de kwaliteitsnormen te voldoen.
Grenzen Definieer de maximaal en minimaal toegestane afmetingen voor een onderdeel. Als een onderdeel bijvoorbeeld een basismaat heeft van 50 mm met een tolerantie van ±0.02 mm, is de bovengrens 50.02 mm en de ondergrens 49.98 mm. afwijkingen Geeft het verschil aan tussen de basismaat en de werkelijke maat. De bovenste afwijking geeft het verschil aan tussen de basismaat en de maximale limiet, terwijl de onderste afwijking het verschil aangeeft tussen de basismaat en de minimale limiet. Deze termen bieden een duidelijk kader voor het definiëren en evalueren van toleranties in CNC-bewerkingen.
Stapsgewijze handleiding voor het berekenen van toleranties met voorbeelden
Het berekenen van toleranties omvat het bepalen van het toegestane variatiebereik voor de afmetingen van een onderdeel. Volg deze stappen om toleranties effectief te berekenen en uit te drukken:
- Identificeer de basisgrootte
Begin met de nominale maat zoals aangegeven in het ontwerp. Als het ontwerp bijvoorbeeld een schacht met een diameter van 20 mm vereist, wordt dit de basismaat. - Bepaal het tolerantiebereik
Definieer de toegestane afwijking op basis van de ontwerpeisen of industrienormen. Als de tolerantie bijvoorbeeld ±0.01 mm is, mag het onderdeel 0.01 mm boven of onder de basismaat afwijken. - Bereken de limieten
Tel de tolerantiewaarde op bij de basismaat en trek deze af om de boven- en ondergrens te bepalen. In het vorige voorbeeld is de bovengrens 20.01 mm (20 mm + 0.01 mm) en de ondergrens 19.99 mm (20 mm – 0.01 mm). - Druk de tolerantie uit
Geef de tolerantie in een duidelijke en gestandaardiseerde vorm weer. Gebruik voor bilaterale toleranties het ±-symbool (bijv. 20 mm ±0.01 mm). Geef voor unilaterale toleranties de richting van de variatie aan (bijv. 20 mm +0.01/-0.00 mm). Vermeld voor limiettoleranties de maximale en minimale afmetingen (bijv. 19.99 mm tot 20.01 mm).
Voorbeeldberekening
Stel dat een ontwerp een gat specificeert met een basismaat van 10 mm en een tolerantie van +0.02/-0.01 mm. Om de limieten te berekenen:
- Bovengrens: 10 mm + 0.02 mm = 10.02 mm
- Ondergrens: 10 mm – 0.01 mm = 9.99 mm
Druk de tolerantie uit als: 10 mm +0.02/-0.01 mm or 9.99 mm tot 10.02 mm.
Door deze stappen te volgen, kunnen fabrikanten ervoor zorgen dat toleranties duidelijk worden berekend en weergegeven, waardoor onduidelijkheid wordt verminderd en de communicatie tussen ontwerp- en productieteams wordt verbeterd. Dit proces helpt de nauwkeurigheid te behouden, de kwaliteit te optimaliseren en de productie te stroomlijnen.
Veelvoorkomende CNC-bewerkingstoleranties per proces
Standaardtoleranties voor frezen, draaien en graveren
Elk CNC-bewerkingsproces heeft zijn eigen standaardtoleranties, die afhankelijk zijn van de mogelijkheden van de machine, de gebruikte gereedschappen en de complexiteit van het ontwerp. Frezen, een veelzijdig proces voor het creëren van vlakke oppervlakken, sleuven en complexe geometrieën, bereikt doorgaans toleranties van ±0.1 mm voor algemene toepassingen. Hoognauwkeurig frezen kan toleranties tot ±0.01 mm aanscherpen, vooral bij gebruik van geavanceerde machines en geoptimaliseerde snijparameters. Factoren zoals gereedschapsslijtage, spiltoerental en materiaalhardheid beïnvloeden de haalbare precisie.
Draai, waarbij het werkstuk wordt gedraaid terwijl een snijgereedschap materiaal verwijdert, levert vaak nauwere toleranties op dan frezen. Standaard draaitoleranties variëren van ±0.05 mm tot ±0.01 mm, afhankelijk van de grootte en complexiteit van het onderdeel. Draaien blinkt uit in de productie van cilindrische onderdelen, zoals assen en bussen, waarbij concentriciteit en oppervlakteafwerking zijn cruciaal. De juiste gereedschapskeuze en consistente snijsnelheden zorgen voor nauwkeurige resultaten.
Gravure, gebruikt voor het markeren of toevoegen van fijne details aan onderdelen, werkt over het algemeen met toleranties van ±0.1 mm. Terwijl bij graveren esthetiek en leesbaarheid belangrijker zijn dan maatnauwkeurigheid, kunnen geavanceerde machines nauwere toleranties bereiken voor complexe ontwerpen. De diepte en helderheid van gegraveerde elementen zijn afhankelijk van factoren zoals de scherpte van het gereedschap, de voedingssnelheid en de materiaaleigenschappen. Door de standaardtoleranties voor elk proces te begrijpen, kunnen fabrikanten de meest geschikte methode voor hun specifieke vereisten selecteren.
| Tabel 1: Standaardbewerkingstoleranties voor verschillende productieprocessen | |
| Processen | Standaard Tolerantie |
| CNC-draaibank snijden | ± 0.005 ″ |
| 3-assige CNC-frezen | ± 0.005 ″ |
| 5-assige CNC-frezen | ± 0.005 ″ |
| CNC-routering | ± 0.005 ″ |
| 3D afdrukken | ± 0.004 ″ |
| Gravure | ± 0.005 ″ |
| Pakking snijden | ± 0.030 ″ |
Toleranties voor verschillende materialen vergelijken
Het te bewerken materiaal heeft grote invloed op de haalbare toleranties, omdat verschillende materialen verschillend reageren op snijkrachten, hitte en de interactie tussen gereedschap. Metalen, zoals aluminium, staal en titanium, maken over het algemeen nauwere toleranties mogelijk dankzij hun stijfheid en voorspelbaar bewerkingsgedrag. Aluminium onderdelen kunnen bijvoorbeeld dankzij hun bewerkbaarheid en thermische stabiliteit toleranties tot wel ±0.01 mm bereiken bij het frezen of draaien. Staal is weliswaar stijver en duurzamer, maar vereist mogelijk lagere snijsnelheden en speciaal gereedschap om een vergelijkbare precisie te behouden.
Kunststoffen, daarentegen, brengen unieke uitdagingen met zich mee die vaak resulteren in ruimere toleranties. Materialen zoals ABS, nylon en polycarbonaat hebben de neiging te vervormen onder invloed van snijkrachten of hitte, waardoor het moeilijker wordt om nauwe toleranties te bereiken. Standaardtoleranties voor kunststof onderdelen variëren doorgaans van ±0.1 mm tot ±0.2 mm, afhankelijk van de materiaaleigenschappen en het bewerkingsproces. Zachtere kunststoffen vereisen bijvoorbeeld mogelijk lagere voedingssnelheden en scherpere gereedschappen om vervorming te minimaliseren en consistente resultaten te garanderen.
Bij het vergelijken van metalen en kunststoffen moeten fabrikanten rekening houden met factoren zoals thermische uitzetting, materiaalhardheid en eisen aan de oppervlakteafwerking. Metalen bieden over het algemeen een betere maatvastheid, waardoor ze ideaal zijn voor toepassingen met hoge precisie. Kunststoffen, hoewel minder nauwkeurig, bieden voordelen zoals een lichtgewicht constructie en corrosiebestendigheid, waardoor ze geschikt zijn voor specifieke industrieën. Door bewerkingsprocessen en toleranties af te stemmen op het materiaal, kunnen fabrikanten de kwaliteit en efficiëntie optimaliseren en tegelijkertijd voldoen aan de ontwerpspecificaties.
Factoren die toleranties beïnvloeden
Materiaaleigenschappen en bewerkbaarheid
De eigenschappen van het te bewerken materiaal spelen een belangrijke rol bij het bepalen van de haalbare toleranties. Hardere materialen, zoals roestvrij staal of titanium, zijn bestand tegen snijkrachten, maar kunnen snellere gereedschapsslijtage veroorzaken, waardoor het lastig is om nauwe toleranties te handhaven gedurende langere productieruns. Zachtere materialen, zoals aluminium, zijn uitstekend bewerkbaar en maken nauwere toleranties mogelijk; ze kunnen echter vervormen onder hoge snijkrachten als ze niet zorgvuldig worden behandeld. Kunststoffen daarentegen zetten vaak uit of krimpen door de warmte die tijdens de bewerking wordt gegenereerd, wat kan leiden tot maatafwijkingen. Polycarbonaat kan bijvoorbeeld kromtrekken of krimpen, waardoor lagere voedingssnelheden en nauwkeurige koeling nodig zijn om de toleranties te handhaven. Inzicht in de hardheid, thermische geleidbaarheid en elasticiteit van het materiaal stelt fabrikanten in staat om bewerkingsparameters aan te passen en de gewenste precisie te bereiken.

Machinecapaciteiten en gereedschappen
De mogelijkheden van de CNC-machine en de gebruikte gereedschappen hebben een directe invloed op de toleranties die kunnen worden bereikt. Zeer nauwkeurige CNC-machines, uitgerust met geavanceerde besturingssystemen en stijve structuren, kunnen consistent nauwere toleranties leveren, vaak binnen ±0.01 mm. Oudere of minder geavanceerde machines kunnen moeite hebben om deze precisie te behouden, vooral tijdens complexe bewerkingen. Gereedschap speelt ook een cruciale rol; scherpe, hoogwaardige snijgereedschappen verminderen trillingen en zorgen voor zuivere sneden, wat essentieel is voor het handhaven van nauwe toleranties. Gereedschapsslijtage kan echter na verloop van tijd de nauwkeurigheid in gevaar brengen, waardoor regelmatige gereedschapsinspectie en -vervanging noodzakelijk is. Bovendien beïnvloedt de keuze van gereedschapsmateriaal, zoals hardmetalen of diamantgecoate gereedschappen, de prestaties, vooral bij het bewerken van harde of abrasieve materialen. Door de machinecapaciteiten en gereedschappen af te stemmen op de specifieke eisen van de taak, kunnen fabrikanten de precisie en efficiëntie optimaliseren.
Omgevingsfactoren zoals temperatuur en vochtigheid
Omgevingsomstandigheden, zoals temperatuur en vochtigheid, kunnen de bewerkingstoleranties aanzienlijk beïnvloeden, met name bij toepassingen met hoge precisie. Temperatuurschommelingen zorgen ervoor dat materialen uitzetten of krimpen, wat leidt tot maatveranderingen die het eindproduct beïnvloeden. Zo kan een stalen werkstuk in een warme omgeving licht uitzetten, wat resulteert in metingen die afwijken van de beoogde toleranties. Een hoge luchtvochtigheid kan eveneens leiden tot condensatie op de machine of het werkstuk, wat roest kan veroorzaken of het snijproces kan beïnvloeden. Om deze effecten te beperken, controleren fabrikanten vaak de bewerkingsomgeving door stabiele temperaturen en vochtigheidsgraden te handhaven. Het gebruik van klimaatgestuurde faciliteiten en het bewaken van de omgevingscondities zorgt voor consistente resultaten, met name bij materialen die gevoelig zijn voor thermische uitzetting of vocht. Door deze factoren aan te pakken, kunnen fabrikanten nauwere toleranties handhaven en de algehele kwaliteit van het onderdeel verbeteren.
Wanneer u nauwe toleranties moet gebruiken
Scenario's die nauwe toleranties vereisen
Bepaalde industrieën en toepassingen vereisen nauwe toleranties om functionaliteit, veiligheid en betrouwbaarheid te garanderen. In de lucht- en ruimtevaartsectorComponenten zoals turbinebladen, motoronderdelen en structurele elementen moeten voldoen aan uiterst nauwkeurige specificaties. Zelfs kleine afwijkingen kunnen de prestaties negatief beïnvloeden, leiden tot mechanische storingen of de veiligheid in gevaar brengen. Zo zorgt een turbineblad met een tolerantie van ±0.01 mm voor een optimale luchtstroom en efficiëntie, terwijl nauwere toleranties in bevestigingsmiddelen trillingen voorkomen en de structurele integriteit tijdens de vlucht behouden.
Medische apparaten Ook zijn ze sterk afhankelijk van nauwe toleranties om nauwkeurigheid en compatibiliteit te garanderen. Chirurgische instrumenten, implantaten en diagnostische apparatuur vereisen precisie om correct te functioneren en te voldoen aan strenge wettelijke normen. Een prothese moet bijvoorbeeld perfect passen om ongemak of falen te voorkomen, terwijl diagnostische hulpmiddelen zoals CT-scanners afhankelijk zijn van nauwkeurig bewerkt componenten om nauwkeurige resultaten te leveren. In deze scenario's verbeteren nauwe toleranties niet alleen de prestaties, maar zorgen ze ook voor naleving van industriële regelgeving en patiëntveiligheid.
Andere industrieën, zoals automobielindustrie, productie van halfgeleidersen fijnmechanica, profiteren ook van nauwe toleranties. Hoogwaardige motoren, microchips en optische componenten vereisen exacte afmetingen om de beoogde functionaliteit te bereiken. Door nauwe toleranties te handhaven, kunnen fabrikanten voldoen aan de eisen van deze kritieke toepassingen en producten leveren die betrouwbaar presteren onder uitdagende omstandigheden.
Het in evenwicht brengen van precisie met kosten en productietijd
Hoewel nauwe toleranties de precisie en functionaliteit verbeteren, verhogen ze ook de complexiteit, kosten en tijd van de productie. Het bereiken van nauwere toleranties vereist vaak geavanceerde machines, gespecialiseerd gereedschap en lagere bewerkingssnelheden, wat allemaal bijdraagt aan de productiekosten. Zo kan het produceren van een onderdeel met een tolerantie van ±0.01 mm meerdere kwaliteitscontroles, gereedschapsvervangingen en aanpassingen vereisen om consistentie te garanderen, wat de kosten opdrijft en de doorlooptijden verlengt.
Fabrikanten moeten zorgvuldig beoordelen of nauwe toleranties nodig zijn voor een specifieke toepassing. In sommige gevallen kunnen ruimere toleranties volstaan zonder dat dit ten koste gaat van de prestaties, vooral bij niet-kritische componenten. Zo vereist een decoratief paneel of een behuizingsdeksel mogelijk niet dezelfde nauwkeurigheid als een tandwiel of een lager. Door de functionele vereisten van elk onderdeel te identificeren, kunnen fabrikanten een balans vinden tussen precisie en bruikbaarheid.
Om de productie te optimaliseren, gebruiken fabrikanten vaak een gelaagde aanpak, waarbij ze alleen nauwe toleranties toepassen op kritische kenmerken en ruimere toleranties toestaan voor minder belangrijke afmetingen. Deze strategie verlaagt de kosten en productietijd zonder in te leveren op kwaliteit of prestaties. Door te begrijpen wanneer en waar nauwe toleranties moeten worden gebruikt, kunnen fabrikanten producten van hoge kwaliteit leveren en tegelijkertijd de efficiëntie en winstgevendheid behouden.
Tips voor het bereiken van nauwere toleranties
Beste praktijken voor ontwerp, bewerking en inspectie
Het bereiken van nauwere toleranties begint met een doordacht ontwerp. Ingenieurs moeten kritische afmetingen en toleranties duidelijk definiëren, rekening houdend met de mogelijkheden van het bewerkingsproces. Het overmatig specificeren van toleranties kan onnodig de kosten en complexiteit verhogen, dus focus op essentiële kenmerken zorgt voor efficiëntie. Samenwerking met machinisten tijdens de ontwerpfase helpt potentiële uitdagingen te identificeren en het ontwerp te optimaliseren voor maakbaarheid.
Tijdens het bewerken zorgt het handhaven van consistente snijparameters, zoals voedingssnelheid, spindelsnelheid en snedediepte, voor precisie. Regelmatige controle van gereedschappen op slijtage en vervanging indien nodig voorkomt onnauwkeurigheden veroorzaakt door botte of beschadigde gereedschappen. De implementatie van een robuust kwaliteitscontroleproces, inclusief inspecties tijdens het proces, zorgt ervoor dat onderdelen gedurende de hele productie aan de gespecificeerde toleranties voldoen. Het gebruik van coördinatenmeetmachines (CMM's) of laserscanners voor de eindinspectie zorgt voor nauwkeurige metingen en verifieert de naleving van de ontwerpeisen.

Belang van oppervlakteafwerking en parallelliteit
Oppervlakteafwerking en parallelliteit spelen een cruciale rol bij het bereiken van nauwe toleranties, met name voor onderdelen die in wisselwerking staan met andere componenten. Een gladde oppervlakteafwerking vermindert wrijving, slijtage en het risico op maatveranderingen door onregelmatigheden in het oppervlak. Een as met een ruw oppervlak past bijvoorbeeld mogelijk niet goed in een lager, zelfs als de afmetingen binnen het gespecificeerde tolerantiebereik vallen. Het gebruik van hoogwaardig snijgereedschap, het optimaliseren van snijsnelheden en het toepassen van geschikte koelmiddelen helpen bij het bereiken van de gewenste oppervlakteafwerking.
Parallelliteit zorgt ervoor dat oppervlakken of onderdelen correct uitgelijnd zijn, wat cruciaal is voor assemblages die een nauwkeurige passing vereisen. Parallelliteit tussen twee contactvlakken zorgt bijvoorbeeld voor een gelijkmatige belastingverdeling en voorkomt scheefstelling. Machinisten kunnen parallelliteit bereiken door het werkstuk zorgvuldig uit te lijnen, precisie-opspanningen te gebruiken en regelmatig machinekalibraties uit te voeren. Door prioriteit te geven aan oppervlakteafwerking en parallelliteit kunnen fabrikanten de kwaliteit van onderdelen verbeteren en de compatibiliteit met andere componenten garanderen.
Rol van geavanceerde apparatuur en bekwame operators
Geavanceerde apparatuur en bekwame operators verbeteren de mogelijkheid om nauwere toleranties te bereiken aanzienlijk. Zeer nauwkeurige CNC-machines met functies zoals thermische compensatie, trillingsdemping en meerassige mogelijkheden leveren consistente resultaten, zelfs bij complexe bewerkingen. Machines met realtime monitoringsystemen detecteren afwijkingen en stellen operators in staat om aanpassingen door te voeren voordat er fouten optreden.
Vakkundige operators beschikken over expertise in gereedschapsselectie, machine-instellingen en procesoptimalisatie, waardoor elke stap van het bewerkingsproces binnen de gespecificeerde toleranties valt. Hun vermogen om problemen, zoals gereedschapsgeluid of materiaalvervorming, op te lossen, minimaliseert fouten en zorgt voor een optimale nauwkeurigheid. Investeren in operatortraining en geavanceerde apparatuur verbetert niet alleen de tolerantiecontrole, maar verhoogt ook de algehele productie-efficiëntie.
Door een doordacht ontwerp, nauwkeurige bewerkingsmethoden, aandacht voor oppervlakteafwerking en parallelliteit, en het gebruik van geavanceerde apparatuur met bekwame operators te combineren, kunnen fabrikanten consistent nauwere toleranties bereiken. Deze strategieën garanderen hoogwaardige onderdelen die voldoen aan de eisen van zelfs de meest kritische toepassingen.
Kostenimplicaties van toleranties
Hoe nauwere toleranties de productiekosten beïnvloeden
Nauwere toleranties hebben een aanzienlijke impact op de productiekosten vanwege de verhoogde precisie en complexiteit die vereist zijn tijdens de productie. Het bereiken van nauwere toleranties vereist vaak geavanceerde CNC-machines met een hogere nauwkeurigheid, wat gepaard gaat met hogere operationele en onderhoudskosten. Deze machines vereisen frequentere kalibratie en gespecialiseerd gereedschap om consistente resultaten te behouden. Een onderdeel met een tolerantie van ±0.01 mm kan bijvoorbeeld diamantgecoate gereedschappen of hogesnelheidsspindels vereisen, wat beide de kosten verhoogt ten opzichte van standaard bewerkingsconfiguraties.
Bovendien vertragen nauwere toleranties de productie, omdat machinisten lagere voedings- en snijsnelheden moeten gebruiken om fouten te minimaliseren. Deze langere bewerkingstijd verlaagt de doorvoer en verhoogt de arbeidskosten. Kwaliteitscontroleprocessen worden ook strenger, wat geavanceerde inspectieapparatuur vereist, zoals coördinatenmeetmachines (CMM's), en extra tijd voor gedetailleerde metingen. De behoefte aan nabewerking of afkeur neemt ook toe als onderdelen niet aan de strenge toleranties voldoen, wat de kosten verder opdrijft. Hoewel nauwere toleranties precisie en functionaliteit garanderen, vereisen ze zorgvuldig kostenbeheer om te voorkomen dat de winstgevendheid wordt aangetast.
Strategieën om kosten te optimaliseren zonder de kwaliteit in gevaar te brengen
Fabrikanten kunnen verschillende strategieën implementeren om de kosten van nauwe toleranties in evenwicht te brengen met de behoefte aan hoogwaardige onderdelen. Een effectieve aanpak is om alleen nauwe toleranties toe te passen op kritische onderdelen en ruimere toleranties toe te staan voor niet-essentiële afmetingen. Zo kunnen de tanden van een tandwiel een tolerantie van ±0.01 mm vereisen voor een goede ingrijping, terwijl de buitendiameter ±0.1 mm kan verdragen zonder de prestaties te beïnvloeden. Deze selectieve toepassing vermindert de complexiteit van de bewerking en de inspectietijd, wat de totale kosten verlaagt.
Een andere strategie richt zich op het optimaliseren van bewerkingsparameters en -processen. Het gebruik van hoogwaardige gereedschappen en regelmatig onderhoud ervan minimaliseert gereedschapsslijtage en zorgt voor consistente resultaten zonder frequente vervanging. Geavanceerde bewerkingstechnieken, zoals hogesnelheidsbewerking of meerassige bewerkingen, verbeteren de efficiëntie en verkorten de tijd die nodig is om nauwe toleranties te bereiken. Het automatiseren van kwaliteitscontroleprocessen met in-line inspectiesystemen stroomlijnt ook de productie en verlaagt de arbeidskosten.
Materiaalkeuze speelt een cruciale rol bij kostenoptimalisatie. De keuze voor beter verspaanbare materialen, zoals aluminium of bepaalde staalsoorten, vermindert de snijkrachten en gereedschapsslijtage, waardoor het gemakkelijker wordt om nauwe toleranties te bereiken. Zo kan de overstap van een moeilijk te bewerken legering naar een beter verspaanbaar alternatief de productiekosten verlagen zonder dat dit ten koste gaat van de functionaliteit van het onderdeel.
Door deze strategieën te combineren, kunnen fabrikanten de kosten beheersen en tegelijkertijd de precisie en kwaliteit behouden die nodig zijn voor hun toepassingen. Deze evenwichtige aanpak zorgt ervoor dat nauwe toleranties waarde opleveren zonder de productiekosten onnodig te verhogen.
Casestudy's en real-world toepassingen
Voorbeelden van succesvolle projecten met nauwe toleranties
Nauwe toleranties hebben een cruciale rol gespeeld in talloze succesvolle projecten in verschillende sectoren. lucht- en ruimtevaartsectorDe productie van straalmotorcomponenten toont het belang van precisie aan. Turbinebladen vereisen bijvoorbeeld toleranties tot wel ±0.005 mm om een optimale luchtstroom en efficiëntie te garanderen. Fabrikanten bereikten dit nauwkeurigheidsniveau door gebruik te maken van geavanceerde 5-assige CNC-machines, hoogwaardige snijgereedschappen en realtime monitoringsystemen. Deze inspanningen verbeterden niet alleen de motorprestaties, maar ook het brandstofverbruik en de emissies, waarmee zowel aan functionele als milieudoelstellingen werd voldaan.
In de industrie voor medische apparatenDe ontwikkeling van prothesen benadrukt de waarde van nauwe toleranties. Een toonaangevende fabrikant produceerde heupimplantaten met toleranties van ±0.01 mm om een perfecte pasvorm en duurzaamheid op lange termijn te garanderen. Door nauw samen te werken met chirurgen en biocompatibele materialen te gebruiken, optimaliseerde het team het ontwerp voor zowel functionaliteit als comfort voor de patiënt. Precisiebewerkingstechnieken, zoals hogesnelheidsfrezen en Laser snijden, zorgde ervoor dat elk implantaat voldeed aan de strenge wettelijke normen en tegelijkertijd kostenefficiënt bleef.
Het auto-industrie Ook overtuigende voorbeelden zijn te vinden, zoals de productie van hoogwaardige motoronderdelen. Een grote autofabrikant bereikte toleranties van ±0.01 mm voor cilinderboringen, wat een goede afdichting en verbrandingsefficiëntie garandeerde. Door de implementatie van geautomatiseerde kwaliteitscontrolesystemen en geavanceerde slijptechnieken kon het bedrijf de productietijd verkorten en tegelijkertijd een consistente kwaliteit behouden. Deze inspanningen resulteerden in motoren met een hoger vermogen, lagere emissies en een langere levensduur.
Geleerde lessen en beste praktijken
Deze praktijkgerichte toepassingen bieden waardevolle lessen en best practices voor het behalen van nauwe toleranties. Een belangrijke les is het belang van samenwerking tussen ontwerp- en productieteams. Vroegtijdige communicatie helpt potentiële uitdagingen te identificeren en zorgt ervoor dat ontwerpen geoptimaliseerd zijn voor productie. Zo kan het vereenvoudigen van complexe geometrieën of het aanpassen van tolerantievereisten voor niet-kritieke kenmerken de kosten verlagen en de productie-efficiëntie verbeteren.
Een andere les betreft de strategische inzet van technologie. Geavanceerde CNC-machines, uitgerust met functies zoals thermische compensatie en trillingsdemping, leveren consistent hoge precisie. Realtime monitoringsystemen detecteren afwijkingen vroegtijdig, zodat operators aanpassingen kunnen doorvoeren voordat er fouten optreden. Investeren in hoogwaardig gereedschap en dit regelmatig onderhouden, minimaliseert ook gereedschapsslijtage en zorgt voor consistente resultaten over lange productieruns.
Kwaliteitscontrole blijkt een cruciale factor in deze projecten. Inspecties tijdens het proces, geautomatiseerde meetsystemen en strenge eindcontroles zorgen ervoor dat onderdelen voldoen aan de gespecificeerde toleranties. Zo vermindert het gebruik van coördinatenmeetmachines (CMM's) voor het controleren van afmetingen het risico op defecten en herbewerking. Door kwaliteitscontrole in elke productiefase te integreren, kunnen fabrikanten de precisie handhaven en tegelijkertijd de efficiëntie behouden.
Deze casestudies tonen aan dat het bereiken van nauwe toleranties een combinatie vereist van geavanceerde technologie, bekwame operators en strategische planning. Door deze best practices toe te passen, kunnen fabrikanten hoogwaardige producten leveren die voldoen aan de eisen van zelfs de meest uitdagende toepassingen.
Veelgestelde Vragen / FAQ
V: Wat zijn CNC-bewerkingstoleranties?
A: CNC-bewerkingstoleranties definiëren de toegestane afwijking in de afmetingen van bewerkte onderdelen. Ze zorgen ervoor dat onderdelen passen en functioneren zoals bedoeld, en voldoen aan specifieke normen. Toleranties definiëren de acceptabele afwijking van de gewenste afmetingen, wat cruciaal is voor het behoud van de productiekwaliteit.
V: Wat is het verschil tussen standaardtoleranties en nauwe toleranties?
A: Standaardtoleranties vertegenwoordigen algemene toegestane maatvoeringslimieten, vaak gedefinieerd door internationale normen. Nauwe toleranties vereisen echter een hogere precisie en strengere limieten. Een tolerantie van 0.005 mm wordt bijvoorbeeld als nauw beschouwd, vergeleken met een standaardtolerantie van 0.1 mm.
V: Wat is de betekenis van unilaterale en bilaterale toleranties?
A: Unilaterale toleranties staan variatie in één richting toe ten opzichte van de nominale maat, terwijl bilaterale toleranties variatie in beide richtingen toestaan. Deze toleranties hebben invloed op het ontwerp en de productie van het onderdeel. Unilaterale toleranties zijn bijvoorbeeld van toepassing wanneer slechts één zijde van een maat cruciaal is voor de pasvorm van het onderdeel.
V: Hoe kan ik tolerantievereisten voor mijn project specificeren?
A: Om tolerantievereisten te specificeren, definieert u de gewenste afmetingen en het acceptabele bereik voor elke afmeting. Gebruik de principes van geometrische dimensionering en tolerantie (GD&T) om de vereiste tolerantieband te communiceren. Door boven- en ondergrenzen op te nemen, zorgt u ervoor dat fabrikanten uw precieze behoeften begrijpen.
V: Welke standaardmeetinstrumenten worden gebruikt om de maatnauwkeurigheid te garanderen?
A: Gereedschappen zoals schuifmaten, micrometers en gespecialiseerde instrumenten controleren de afmetingen van onderdelen aan de hand van gespecificeerde toleranties. Deze gereedschappen zorgen ervoor dat het productieproces voldoet aan de kwaliteitsnormen en dragen bij aan het bereiken van de vereiste pasvorm en functie van componenten.
V: Wat betekent de term 'maximale materiaalconditie' bij CNC-bewerking?
A: Maximale materiaalconditie (MMC) verwijst naar de toestand van een onderdeel dat het meeste materiaal bevat en toch binnen de gespecificeerde toleranties blijft. Bijvoorbeeld, in een gat-as-assemblage verwijst MMC naar de kleinste asdiameter en de grootste gatdiameter, wat zorgt voor een goede pasvorm tijdens de assemblage.
V: Hoe houden bewerkingsdiensten rekening met verschillende toleranties bij CNC-bewerking?
A: CNC-dienstverleners gebruiken verschillende methoden, zoals CNC-frezen en -draaien, om aan verschillende tolerantie-eisen te voldoen. Door gebruik te maken van geavanceerde snijgereedschappen en inzicht te hebben in de toleranties van onderdelen, kunnen ze effectief zowel standaard als nauwe toleranties bereiken, afgestemd op de projectbehoeften.
V: Welke factoren beïnvloeden het tolerantiebereik bij CNC-bewerking?
A: Verschillende factoren beïnvloeden het tolerantiebereik, waaronder het materiaaltype, de complexiteit van het onderdeelontwerp, de mogelijkheden van de CNC-machine en het productieproces. De vaardigheid van de machinist en de kwaliteit van het snijgereedschap spelen ook een belangrijke rol bij het bereiken van de gewenste toleranties.
V: Welke rol speelt kwaliteitscontrole bij het handhaven van CNC-bewerkingstoleranties?
A: Kwaliteitscontrole zorgt ervoor dat onderdelen voldoen aan de gespecificeerde toleranties door regelmatig inspecties uit te voeren met meetinstrumenten. Het vroeg in het proces detecteren van afwijkingen vermindert het risico op het produceren van niet-conforme onderdelen en draagt bij aan een consistente productiekwaliteit.
Conclusie
Inzicht in CNC-bewerkingstoleranties is essentieel voor het vinden van een balans tussen precisie, kosten en efficiëntie in de productie. Door de soorten toleranties, de factoren die hierop van invloed zijn en de kostenimplicaties ervan te onderzoeken, kunnen fabrikanten weloverwogen beslissingen nemen die de kwaliteit en prestaties optimaliseren. Of u nu werkt aan componenten voor de lucht- en ruimtevaart, medische apparatuur of auto-onderdelen, het behalen van de juiste toleranties garandeert functionaliteit en betrouwbaarheid. Neem de tijd om uw specifieke tolerantievereisten te evalueren en raadpleeg verspaningsexperts om ervoor te zorgen dat uw projecten voldoen aan zowel technische als budgettaire doelstellingen.